MVX – High performance indexable insert drill

Smart thinking has led to simple solutions for some old problems associated with indexable insert drilling. Difficulties such as chip clogging on deep holes, dissimilar rates of wear on inner and outer inserts due to differing peripheral speeds, plus flexing and wear of the drill body itself have all been resolved with a new and innovative design.
New US chipbreaker for stainless steels
The existing tried and trusted UM chip breaker and range of grades for steels, stainless and cast iron has been complemented with a new chipbreaker that has been specially designed for stainless steel applications. This new US breaker displays a varied cutting edge that features both sharp and strong geometry along its length. This combination provides the well known characteristics needed for successful cutting of stainless steels – namely those of sharpness and strength.
Different grades for inner and outer inserts
The out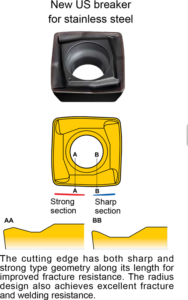 er insert in this type of drill naturally runs at a higher speed than the inner, thereby leading to higher levels of wear. Consequently the inner insert needs to have a higher level of stability and resistance to fracturing at lower speeds. This anomaly has been negated by using a CVD coated outer insert that has higher abrasion resistance, in tandem with a PVD coated inner insert that can cope better with fracturing forces and resistance to welding. This combination means improved reliability and fewer changes of insert for increased levels of productivity.
er insert in this type of drill naturally runs at a higher speed than the inner, thereby leading to higher levels of wear. Consequently the inner insert needs to have a higher level of stability and resistance to fracturing at lower speeds. This anomaly has been negated by using a CVD coated outer insert that has higher abrasion resistance, in tandem with a PVD coated inner insert that can cope better with fracturing forces and resistance to welding. This combination means improved reliability and fewer changes of insert for increased levels of productivity.
Interchangeable inserts with 4 cutting edges
The SOMX type inserts are interchangeable from inner to outer position, have 4 cutting edges and a unique wavy chipbreaker design for improved chip control. The peripheral edge also has a wiper type geometry for excellent hole wall accuracy and surface finishes. The inserts are also positioned in such a way that when cutting, they are both equally in contact with the workpiece, thereby reducing drill body flex to provide a more consistent performance.
Tool body
The tool body is designed with through coolant holes and an optimum sweep of the flutes that provides extra metal thickness behind the direction of the principal cutting force. This controls tool body deflection and helps to achieve reliable deep hole drilling up to 6 x D. Additionally the body surface is heat treated to prevent wear from chip evacuation. The sizes available are Ø17mm-Ø33mm and in L/D=2, 3, 4, 5 and up to L/D=6.
