Walter’s new Xtra·tec® D4580 provides flexibility and high level of efficiency
If savings can be made in work operations, savings in time on the machine and therefore also in costs can be made at the same time. It is therefore likely that there is barely any CNC programmer who does not also entertain the idea of a drill with an integrated chamfering insert for carrying out chamfering operations. With the Xtra·tec® D4580, Walter makes this decision easier for production planners by offering a variable alternative to core hole chamfer drills and solid carbide chamfer drills with a defined hole diameter and fixed hole depth.
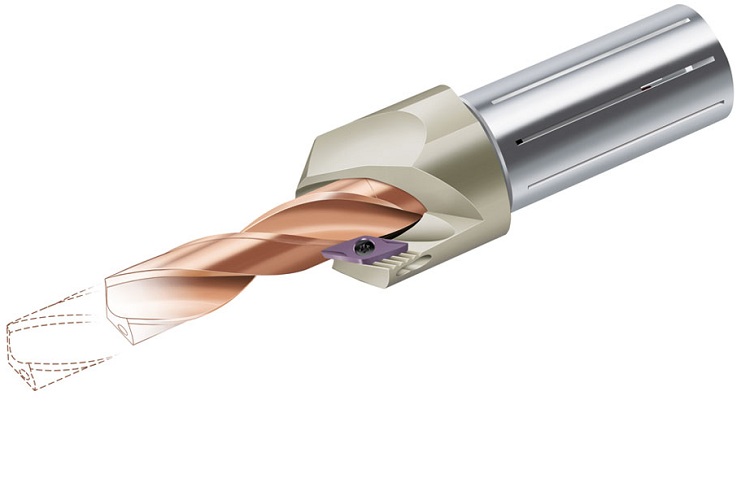
The new chamfering tool can be fitted with solid carbide drills with a diameter between 4 and 16 mm. The machine operator can switch easily between drills for different hole sizes and materials and also alter the drilling depth. Whether or not internal cooling is used is unimportant: The D4580 has the flexibility to enable both machining methods to be used. The hard-nickel plated surface of the tool provides a high level of protection against wear and corrosion.
The chamfer is cut by two securely anchored, double-edged universal indexable inserts. A long tool life is guaranteed by a multilayer coating. Using an adjustment mechanism that is easy to operate yet also precise, the position of the cutting edges can be quickly adapted to the diameter of whichever drill has been selected.
Chamfering is performed in only one operation. In this case, the central adjusting screw is positioned in order to save on machine time. Tool changes are reduced and machines are used at a higher capacity. Special tools can be replaced at the same time. The variable exchange of standard drills, combined with adjustable chamfering inserts, saves on tooling costs.
