Soft way of machining hard

In today’s competitive world, manufacturers are div….to optimize their production cost by reducing the cutting time, setting time and the rejection levels. In order to reduce the cost per component, they tend to invest in more productive machine-tools and tooling. As cost pressure increases, the requirement for high productivity that Polycrystalline Cubic Boron Nitride (PCBN) delivers becomes increasingly important. The properties of SECOMAX PCBN make it possible to exceed a level of performance beyond the capabilities of cemented carbides and ceramics. Polycrystalline cubic boron nitride (PCBN) tool materials represent a revolutionary advancement in cutting tool technology. For the manufacturer, the benefits are: increased productivity, longer tool life, better surface finish, and the ability to hold closer tolerances.
What is PCBN?
Polycrystalline Cubic Boron Nitride (PCBN) is a purely man-made product. It is not found naturally in any form and its unique properties of high hardness (second only to diamond), its ability to retain its hardness at elevated temperatures as well as its inertness to iron, make it an ideal cutting tool material for machining hard and abrasive ferrous workpiece materials.
PCBN consists of selected cBN grits which have been bound together using ceramic binder under high pressure, high temperature synthesis to form a homogenous material blank. The ceramic binder in PCBN performs a similar function to cobalt in the manufacture of tungsten carbide, in that it also acts as a binder or glue to bond the hard cBN particles together.
 How is Secomax PCBN made?
How is Secomax PCBN made?
The manufacturing of Secomax PCBN cutting tool materials is carried out by high pressure/high temperature synthesis. The process begins by taking soft friable hexagonal boron nitride powder (hBN) and subjecting it to pressures in the region of 75 Kbar and 2000°K. In this process the hBN is converted into finely sintered particles of cubic boron nitride (cBN). The cBN is then graded into size and depending on the Secomax grade being produced a specific distribution of cBN grit sizes and mixed with the appropriate binder or catalyst. The powder mix is encapsulated in a capsule and subjected to similar pressure and temperatures that were used to produce the cBN grit. After synthesis the capsule is disassembled and the Polycrystalline Cubic Boron Nitride (PCBN) disc is processed flat and round by diamond lapping and grinding. The disc is then ready to be cut into the appropriate blanks for manufacture into Secomax PCBN inserts.
The composition and properties of Secomax are tailored to optimize performance in the targeted areas.
How PCBN works?
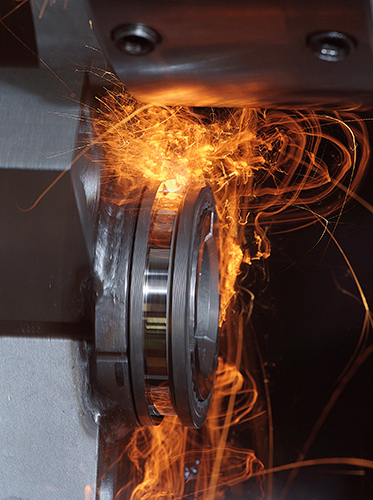
The effectiveness of PCBN in machining hardened steel components in the range of 45 to 70Hrc is due to the exploitation of PCBN’s high hot hardness and chemical stability at elevated temperatures through the deliberate generation of heat in the cutting zone, which in turn softens the workpiece material
 The self-induced heat generation at the cutting zone is estimated to be in the region of 700-800°C, and is enough to reduce the hardness of the material in contact with the cutting tool. The heat induced soft cutting means that the PCBN is not in contact with the workpiece in its hardened state, thus giving PCBN longer tool life compared with other cutting tool materials.
The self-induced heat generation at the cutting zone is estimated to be in the region of 700-800°C, and is enough to reduce the hardness of the material in contact with the cutting tool. The heat induced soft cutting means that the PCBN is not in contact with the workpiece in its hardened state, thus giving PCBN longer tool life compared with other cutting tool materials.
When finish machining, due to the small depth of cut, heat generation in the shear cutting zone is reduced. To compensate for this, PCBN materials have been designed with increased contents of ceramic binder. The binder acts as an insulator limiting heat dissipation from the cutting zone, thereby improving tool life in finishing applications. These PCBN grades are generally known as ‘Low cBN content PCBN” and they typically have cBN contents not greater than 60% by volume.
The machining of hardened steel and hard irons (45 to 65HRc) with PCBN is very dependent on the heat generation
in the cutting zone. During milling the cutting edge is out of cut for at least 50% of the time during each revolution of the cutter. To compensate for the time PCBN is out of cut during milling, cutting speeds are generally increased by 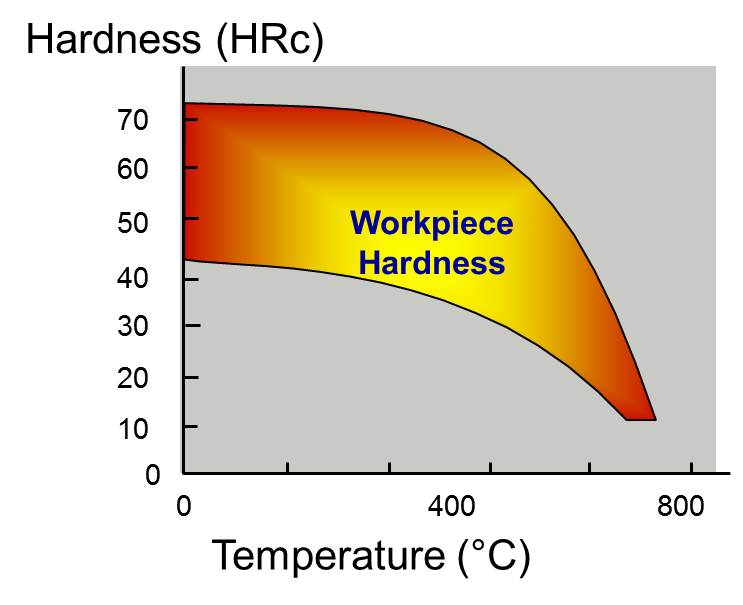 50% when compared with continuous turning recommendations. Milling with PCBN at the lower cutting speed (which is advised for continuous turning) will result in reduced tool life, as the cutting tool interruptions associated with milling result in reduced heat generation at the cutting zone.
50% when compared with continuous turning recommendations. Milling with PCBN at the lower cutting speed (which is advised for continuous turning) will result in reduced tool life, as the cutting tool interruptions associated with milling result in reduced heat generation at the cutting zone.
When milling grey cast iron, the material is relatively soft but abrasive. Therefore, compared to hard steels and hard irons, the presence of heat at the cutting zone is less important and consequently recommended cutting speeds for milling are similar to continuous turning.
Coolant should not be used when machining with PCBN. Using coolant severely reduces PCBN’s performance, or more likely, result in thermal shocking of the insert, which invariable results in PCBN breakage.
Edge preparation – A key to success
The success of machining with PCBN strongly influenced by inserts edge preparation. To get good tool life, the  cutting edge of PCBN insert must be reinforced with the proper edge preparation. These can range from a small hone for finish, T-land for heavy roughing. Combined lands and hones may also be used. A general guideline for proper edge preparation of PCBN inserts is to keep the angle of the land proportional to the hardness of the work material, since the reinforced cutting edge will redirect cutting forces away from the edge. By providing proper edge preparation, we can increase and strengthen the cutting edge.
cutting edge of PCBN insert must be reinforced with the proper edge preparation. These can range from a small hone for finish, T-land for heavy roughing. Combined lands and hones may also be used. A general guideline for proper edge preparation of PCBN inserts is to keep the angle of the land proportional to the hardness of the work material, since the reinforced cutting edge will redirect cutting forces away from the edge. By providing proper edge preparation, we can increase and strengthen the cutting edge.
Application areas
There are three broad areas of applications for PCBN:
- High speed machining of grey cast irons
- Elimination of grinding (hard part machining)
Secomax Range
Secomax grades are developed for machining hardened steels, pearlitic cast iron, hard iron and super alloys for turning, milling, boring & drilling applications. While machining these materials with Secomax, substantial reduction in production costs can be achieved. Secomax inserts outperform ceramics when machining pearlitic grey cast iron. Capable of high stock![]() removal rates and environmental benefits, Secomax offers many advantages compared to grinding. The composition and properties of Secomax are tailored to optimize performance in the targeted areas.
removal rates and environmental benefits, Secomax offers many advantages compared to grinding. The composition and properties of Secomax are tailored to optimize performance in the targeted areas.
Secomax covers wide range in Solid CBN, Solid CBN with hole, full top and tipped PCBN inserts to machine all materials. Both the full-face and tipped PCBN insert styles are of industry-standard size. Like the latest solid style, they can be used in the insert pockets of standard carbide tool holders and milling cutters.
Coated PCBN improves the resistance to chemical attack and reduce the crater wear. PVD coating increases the tool life, particularly in finish machining applications. Coated PCBN inserts also helps in detecting the wear on the cutting edges.
 CBN010 / CBN060K brazed tip, sintered layer and solid CBN grades for high speed light continuous to moderate interrupted cuts in hardened steels. Sub micron CBN grains for superior edge toughness and cutting edge quality. Coated inserts are available for improved tool life. The grade is the result of extensive development and relies on several entirely novel and patented technologies.
CBN010 / CBN060K brazed tip, sintered layer and solid CBN grades for high speed light continuous to moderate interrupted cuts in hardened steels. Sub micron CBN grains for superior edge toughness and cutting edge quality. Coated inserts are available for improved tool life. The grade is the result of extensive development and relies on several entirely novel and patented technologies.
CBN150 /CBN160C grade for interrupted finishing in hardened steels. Hard and more wear resistance with PVD coating. Grades with improved resistance to flank and crater wear
CBN200 brazed, sintered layer and solid CBN for medium rough machining of hardened steels, finishing and roughing of pearlitic and white/chilled cast iron. Suitable grade for roughing and finishing of powder metal and finishing of sintered irons.
CBN300/CBN300P solid CBN inserts for roughing of hardened steels, finishing and roughing of manganese steels, pearlitic and white/chilled cast irons. Coated inserts are available for improved tool life.
With its wide range of unbeatable grades, global experience and technical support, SECOMAXTM is the first choice when it comes to all application areas like turning, boring, milling with PCBN. It is not only recognized by our customers but also the preferred choice of many machine tool manufacturers.
Author: Rajesh Gupta, Dy. General Manager – Milling & Advance Material, Seco Tools India (P) Ltd
