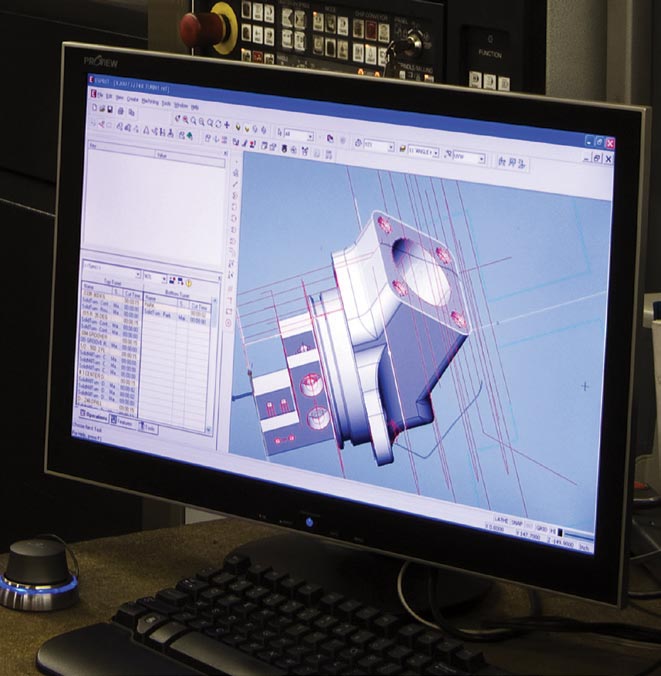
ESPRIT CAM software helps contract shop cut cycle time10%

JD MACHINE CORP., OGDEN, Utah, is a contract manufacturer that has recently moved from single purpose to multitasking computer numerical control (CNC) machines. The company previously used one of the leading solid model based CNC programming systems, but discovered that posts from its previous software weren’t ready for the new machines. They looked at alternatives and selected ESPRIT® from DP Technology, which has partnerships with leading multitasking machine manufacturers.
“We are now able to produce code that runs on our multitasking machines without hand editing,” said Matt Wardle, president of JD Machine. “This code produces parts in less time because the new software gives us greater control over the capabilities of multitasking machines. The result is that we have reduced cycle time on the average part by 10 percent and cut programming time by 25 percent.” 1992, Don’s son, Matt Wardle, took over and helped guide the company through a period of substantial growth. Today, JD Machine occupies an 18,000 square-foot building and has about 50 employees.

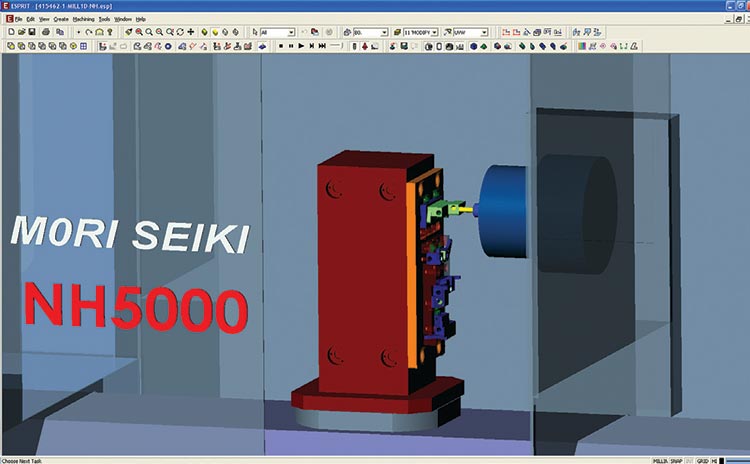
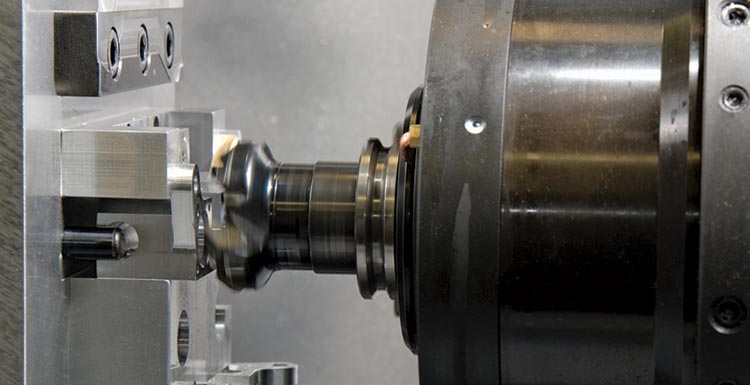
JD Machine uses advanced multitasking machines such as the Mori Seiki NT 4250SZ and NL-2500SY lathes. The NL-2500SY lathes have two spindles, live tooling and a Y-axis for milling off center. The NT-4250SZ is a multi-axis, 2-spindle machining center with full 5 axis milling as well as a lower turret. Both machines provide the capability to machine parts in one operation that previously required three or four opera- tions, thus increasing part quality while reducing manufacturing costs.
the shop floor. This allows the programmers to have real time feedback on problems and improvements from the machinists and operators.
“Multitasking machines offer the potential to obtain substantial increases in productivity and part quality,” Wardle said. “But, at the same time, they substantially increase the complexity of the programming task. You are performing the same operations, but the opera- tions are combined into much more complex machines and often performed simultaneously. Our previous CAM software developer provided posts for the new multitasking machines, but we had great difficulty in getting the code to run on the machines. For example, sometimes when we performed a milling operation on a lathe, the tool ran in reverse.”
“We also were unable to take advantage of some features of the machines without custom coding,” said a fore- man for JD Machine. “For example, the previous software gave us only one option for a clearance plane for moving the tool into and out of the cut. On an outside diameter, it was necessary to go straight into the OD. That’s not good when you have a small diameter on the front of the part because it causes the tool to feed through air for a long period of time.”
“There were also many operations that had to be performed manually at a considerable cost in time,” added a programmer for JD Machine. “When you cut holes around the radius of a part with our old software, for example, you had to create another view, figure out where the holes begin and end and manually enter the depth of the holes. Another concern was that the simulation included only the tool and the part, so there was no way to identify and avoid situations where the tool might crash into the machine.”
Selecting new CAM software
The company decided to look for a programming tool that did a better job of supporting multitasking machines. “We went to the International Machine Tool Show and spent time talking to the leading software developers,” Wardle said. “Several dealers visited us and provided on-site demos. DP Technology and their ESPRIT software stood out because they have obviously gone to a tremendous amount of effort to support multitasking machines. They have partnerships with Mori Seiki and other manufacturers of multitasking machines and they have many features in their software designed to take full advantage of their capabilities. We talked to their references and heard very good things about their technical support team.”
JD Machine made the decision to implement ESPRIT software. “We discovered right away that ESPRIT’s posts were much more mature,” the foreman said. “Most of the time, they work the first time without any hand editing. In the few cases where we have run into problems with the posts, ESPRIT has fixed them very quickly, either the same day or, at most, the next day. For example, there are two ways to do threading cycles on a lathe, with G-76 or with G-92. The ESPRIT post originally used G-76 while we prefer the G-92. It took them only two days to change the post to give us the option of either method.”
More programming options
“ESPRIT also gives us many more options that make it possible to take fuller [full] advantage of the capabilities of multitasking machines,” said the programmer. “For example, it provides eight different options for clearance planes used for entering and exiting the cut. You can set the clearance plane very close to the diameter. Then the tool will rapid advance to the clearance plane and avoid wasting time cutting air. You can also have the tool enter in the Z axis, in which case it will automatically recognize the x-axis position of the cut, feed in from a perpendicular direction and again begin the cut without wasting time cutting air.” “Another useful option in ESPRIT makes it possible to turn on or off the look-ahead command on the machine, which calculates whether or not the feed rate is so high that it will not be possible to decelerate the tool in time to turn a corner,” said the foreman. “With our previous software, this option was always on so the tool slowed down before every corner. This is necessary in a finishing operation, but in roughing and many semi-finishing operations it is a waste of time. ESPRIT enables us to turn look-ahead on or off as we wish, which allows us to make significant reductions in cycle time.”
“ESPRIT saves time in both programming and machining by automatically recognizing where holes start and stop even if they are on an angle or counter-bored,” the programmer said. “You don’t need to calculate the depth and the tool is automatically rapid traversed to the beginning of the cut without cutting air.”
Improved simulation capability
“The simulation capabilities of ESPRIT are also much better suited to the complexities of programming multitasking machines,” said the programmer. “Multitasking machines have more turrets and spindles and they are all moving at once, so the potential for a crash is very real. ESPRIT makes it much easier to visualize the potential for a crash by modeling not just the part and tool but also the spindles, turrets and other parts of the machine. ESPRIT provides the models for the machine as part of the post at no additional cost.”
“Another feature of ESPRIT that reduces cycle time is its ability to morph the tool from the center of a pocket to the outer edges to avoid repositioning moves,” the foreman said. “The tool starts cutting out the pocket by following the path of a rectangle. Normally, the toolpath would continue as a rectangle as long as possible and then cut out the metal that remained to be removed in order to match the precise shape of pocket. The ESPRIT approach of gradually morphing the rectangular to match the actual pocket shape is considerably faster since it allows the complete shape to be produced in a single smooth sequence of machine motions.”
Saving programming and machining time
“Another advantage of ESPRIT is its ability to analyze the solid model and automatically recognize machining features,” said the foreman. “This saves us the time that would otherwise be required to manually define features and generate additional surfaces and drive curves. This combined with ESPRIT’s ability to generate clean code that rarely requires additional edits results in substantial reductions in programming time. Our typical part took four hours to program with our old software and takes only three hours with ESPRIT.”
Even more important from an economic standpoint is the ability of ESPRIT to take full advantage of the capabilities of multitasking machines to reduce machining cycle time. “The many clearance plane options, its ability to morph a toolpath, turning look-ahead on or off, and other features make it possible to substantially reduce cycle times,” Wardle concluded. “These savings are particularly beneficial because they are repeated over and over again on every part we make. The bottom line is that ESPRIT has substantially improved our ability to program multitasking machines and it also does a great job in programming all of our more conventional CNC machines.”
Article by Jerry Fireman
Image courtesy: Travis Minning
This article appeared in the October 2008 issue of Tooling and Production Magazine.
