A curve is the shortest path
Trochoidal milling is experiencing a comeback. The foundations for this milling method based on a circular feed motion were laid already decades ago. But it is only through the combination of high-performance tools and machines with the appropriate CAM software that users can fully benefit from the performance potential of this procedure. This applies especially to materials which are particularly challenging for conventional slot and edge milling tools such as higher-strength and hardened materials. Examples of use are the processing of impeller pockets for gas turbines or integral components for the aerospace industry.
The LMT Tools Group cooperates very closely with well-known software companies from the field of numerical control and CAM programming and has been able to confirm the expected advantages of trochoidal milling during use of innovative milling tools. The low cutting forces and their even distribution along the entire cutting edge length allow for higher processing speeds and lead to significantly shorter production times with both increased tool life and component quality.
Much is different than in the past
 Until now, high-performance tools demonstrated their ability on the established procedures high-speed cutting HSC, which is predominantly used to generate excellent finishing surfaces, and high feed cutting HFC that serves to remove large chip volumes. Now, the top performer trochoidal milling completes the choice.
Until now, high-performance tools demonstrated their ability on the established procedures high-speed cutting HSC, which is predominantly used to generate excellent finishing surfaces, and high feed cutting HFC that serves to remove large chip volumes. Now, the top performer trochoidal milling completes the choice.
Here, the cutter still rotates at constant speed. However, as opposed to conventional slot and edge milling tools, this tool does not perform any linear feed motions with constant chip load during trochoidal milling. It rather moves very quickly on curved paths, the so-called trochoids (figure 1, right). Thus, the tool constantly circulates, approaches the contour of the workpiece, while traveling on a circular path, produces a chip and quickly moves to the next circular path. The superposition of the resulting feed and circular motions has a positive impact on the operation conditions. The chip load f z , the radial depth of the cut ae and the wrap angle β constantly change. The programming system combines theses parameters in such a way that the mean chip thickness and thus the stress on the cutting blades remain constant over the entire process. This avoids an excessive and uneven distribution of force on the cutting blades and the machine spindle.
The maximum wrap angle is significantly smaller than 180°, as it is the case for example when milling a full slot in full cut with a tool diameter that equals the slot width. When using trochoidal milling to cut a slot, the milling cutter diameter must be 30 % smaller than the slot width, in order to enable the circular motion. The reduced width of the wrap angle results in lower cutting forces. This enables the use of a longer cutting blade length, i.e. machining the workpiece in one single pass without changing the axial feed again may be possible. This also saves time and production costs.
The smaller wrap angle reduces both the mechanical and the thermal load on the cutting edge, which, in turn, significantly prolongs the tool.
Moreover, as opposed to conventional milling, where a sudden mechanical stress is frequently imposed on the tool, trochoidal milling avoids this negative effect, when entering the workpiece. The intelligent numerical control of the tool path with a low radial depth of cut allows for smoothly entering and exiting the workpiece. This is, in turn, prolongs the tool life and improves the quality of the workpiece. This smooth method is performed throughout the entire cutting process, which is also beneficial to the surface quality and dimensional accuracy of very thin-walled workpieces
In one example, the wall thickness was only 0.7 mm while the aspect ratio of the tool was large. The material machined was 1.2842 (90MnCrV8) tool steel hardened to 54 HRC. The cutting speed of the solid carbide end mill with a diameter of 8 mm was vc = 440 m/min, the feed per tooth fz = 0,11 mm and the aspect ratio was 2.25. Under these extreme roughing conditions the generated heat was entirely transferred to the chips. As a result, they started glowing
70 % faster with trochoidal milling
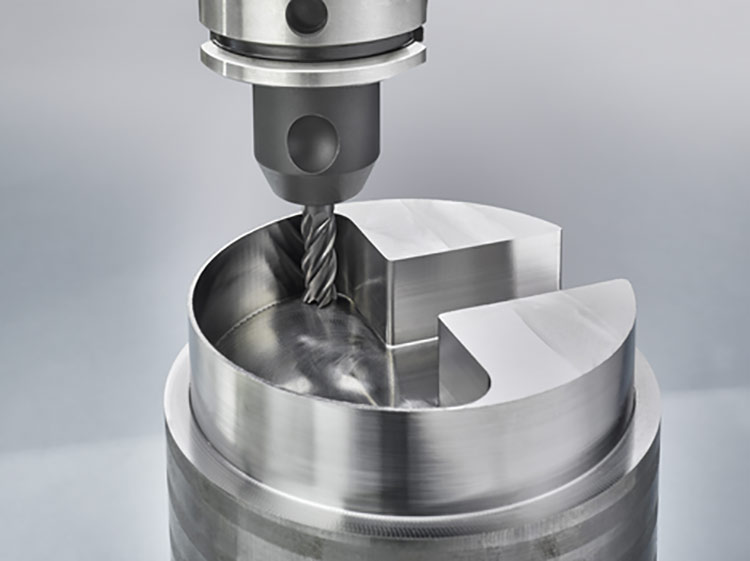
 The benefits of trochoidal milling described above sound very promising. However, only their respective field of application will prove how beneficial trochoidal milling actually is. A machine manufacturer produces disks made of alloyed chrome molybdenum vanadium steel. During the production, pockets with a dimension of 130 x 55 x 22 mm and a hardness of 48 HRC are also incorporated. The cutting tool used is the solid carbide end mill DHC HARDLINE by LMT Fette that is designed for this specific application (figure 1, center). This solid carbide tool is used wherever high-strength materials up to 1,600 N/mm2 or hardened steel up to 60 HRC are machined. Its unequal indexing ensures maximum balanced running and process safety. It is ideally suited for HSC machining or for trochoidal milling and also comes into its own when milling edges, corners and slots.
The benefits of trochoidal milling described above sound very promising. However, only their respective field of application will prove how beneficial trochoidal milling actually is. A machine manufacturer produces disks made of alloyed chrome molybdenum vanadium steel. During the production, pockets with a dimension of 130 x 55 x 22 mm and a hardness of 48 HRC are also incorporated. The cutting tool used is the solid carbide end mill DHC HARDLINE by LMT Fette that is designed for this specific application (figure 1, center). This solid carbide tool is used wherever high-strength materials up to 1,600 N/mm2 or hardened steel up to 60 HRC are machined. Its unequal indexing ensures maximum balanced running and process safety. It is ideally suited for HSC machining or for trochoidal milling and also comes into its own when milling edges, corners and slots.
The main benefit of the DHC HARDLINE is the excellent surface quality of workpieces and a prolonged tool life compared to comparable competitor products.
In the example described, this tool was used with a diameter of 12 mm and 4 cutting blades. The cutting speed was vc = 300 m/min and depth of cut ap = 22 mm, i.e. almost 2 x D. The maximum wrap angle was 24° at a radial depth of cut ae = 0.5 mm.
The result is impressive. You must witness it yourself, in order to gain a genuine impression of the process flow and the speed of the milling cycles. The processing time in conventional milling was 12 minutes and it was possible to reduce it down to 3.7 minutes. This means time savings of at least 70 %
Also with regard to tool life, trochoidal milling does not need to hide its light under a bushel. While the end of the tool life in conventional milling is usually reached after processing 2 workpieces, there has been no critical tool wear even after 6 workpieces
Nine times faster with titanium
 The performance of trochoidal milling shall be demonstrated on another special example. A 24 mm milled-out portion was to be cut in titanium 3.7164. For reasons of comparison, this was done with the usual strategy using a conventional solid carbide end mill and with the trochoidal milling strategy. For trochoidal milling, the solid carbide end mill DHC INOX by LMT Fette was given a chance to demonstrate its ability. It has a diameter of 12 mm and 4 cutting edges. The cutting speed applied was vc = 140 m/min and the axial depth of cut ap = 24 mm, i.e. 2 x D. The radial depth of cut was ae = 0,6 mm.
The performance of trochoidal milling shall be demonstrated on another special example. A 24 mm milled-out portion was to be cut in titanium 3.7164. For reasons of comparison, this was done with the usual strategy using a conventional solid carbide end mill and with the trochoidal milling strategy. For trochoidal milling, the solid carbide end mill DHC INOX by LMT Fette was given a chance to demonstrate its ability. It has a diameter of 12 mm and 4 cutting edges. The cutting speed applied was vc = 140 m/min and the axial depth of cut ap = 24 mm, i.e. 2 x D. The radial depth of cut was ae = 0,6 mm.
The result was impressive. The processing time could be reduced from 28 min with conventional milling to 3 min applying the trochoidal milling strategy
The user benefits at a glance
- Significant reduction of manufacturing costs by high processing speed
- Low cutting forces due to smaller and consistent chip cross-sections
- Reduction of the processing times by at least 70 %
- Increase of tool life by more than 300 %
- Excellent surface quality
- Large axial feed of the tool enables the use of the entire cutting edge length, large aspects ratios are possible
- Slot milling is possible regardless of the tool diameter
- Lower machine load
